
Tiefbohren
Tieflochbohrungen sind Präzisionsbohrungen mit speziellen Werkzeugen, die verschiedene Vorteile bringen:
Durch den hohen Kühlmitteldruck ist die Späneabfuhr auch bei großen Bohrtiefen gewährleistet.
Beispielsweise ist bei einem BD=4 eine Bohrtiefe von 1000 mm möglich und üblich.
Allerdings werden die Vorschübe, bedingt durch das lange und dünne Werkzeug entsprechend gering.
Durch die genaue Geometrie des Bohrkopfes ist der Bohrungsverlauf wesentlich geringer als bei Spiralbohrern.Die Faustformel - 0.1 mm Verlauf pro 100 mm Bohrtiefe - wird sehr oft noch unterschritten. Allerdings wird dieser Anhaltswert auch weit überschritten bei:
- Werkstoff: bei weichen oder spröden Materialien
- Geometrie: bei einseitigen oder dünnen Wandungen
- Bohrtiefe: ab BT/BD (Bohrtiefe/Bohrdurchmesser) > ca. 75 wir der Verlauf überproportional größer
- Bohrverfahren: z.B. ist der Verlauf bei stehendem Werkstück (z.B. kubische Teile) größer
Bei Erst- bzw. Einzelteilen ist eine größere Toleranz (üblicherweise +/- 0.1) machbar. Danach kann durch Nachjustieren des Werkzeugs und der Bearbeitungsparameter eine genauere Toleranz erzielt werden.
Typischerweise ist eine tieflochgebohrte Oberfläche niemals so gleichmäßig wie eine gedrehte oder gehonte Oberfläche.
Das bedeutet innerhalb einer Bohrung kann es zu starken Rz-Wert-Schwankungen kommen, die auch nicht messbar sind.
Deshalb ist es auch nicht möglich eine max. Rauhtiefe zu garantieren.
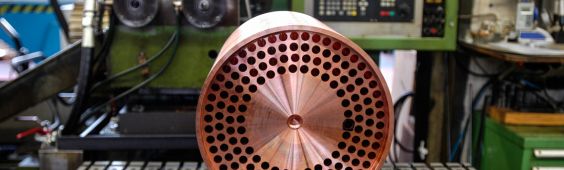
Rohre sind vor allem in kleinen Mengen nicht bezahlbar. Durch Tiefbohren kann in ein Vollmaterial fast stufenlos eine Bohrung eingebracht werden, die dann zu der gewünschten Rohrabmessung führt.
Selbst schwierigste Werkstoffe können mit modernen Tiefbohrwerkzeugen gebohrt werden.
Grenzen sind bei Stählen ab 1250 N/mm² oder Sonderwerkstoffen wie reinem Molybdän.
Diese Werte sind realistische Werte, hängen aber vom Bohr‐Verfahren, der Teilegeometrie und sehr stark vom Werkstoff ab.





Wir decken folgende Bereiche ab:
Bohrdurchmesser 2.5...300 mm bis zu einer Bohrtiefe von 3800 mm von einer Seite gebohrt – bei Durchgangsbohrungen, von 2 Seiten gebohrt, sind 5000 mm möglich. Speziell für diesem Bereich sind 13 Maschinen vorhanden.
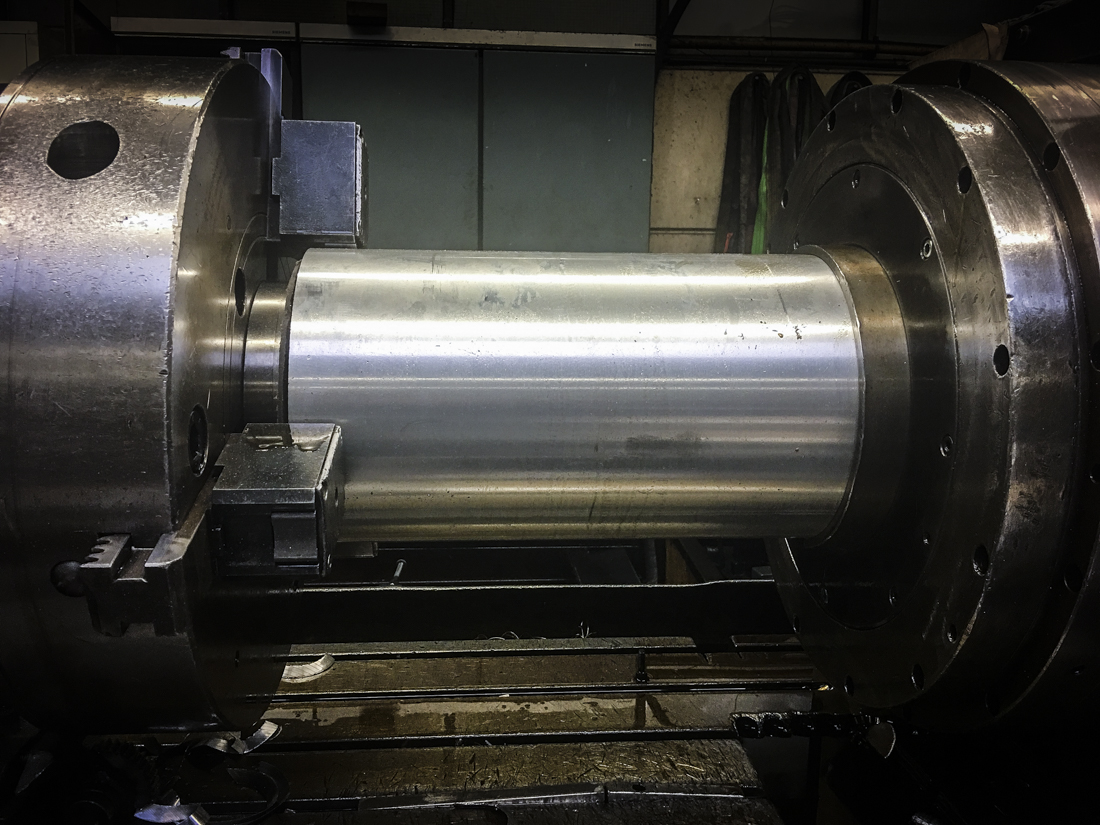
Zentrierglocke beidseitig:
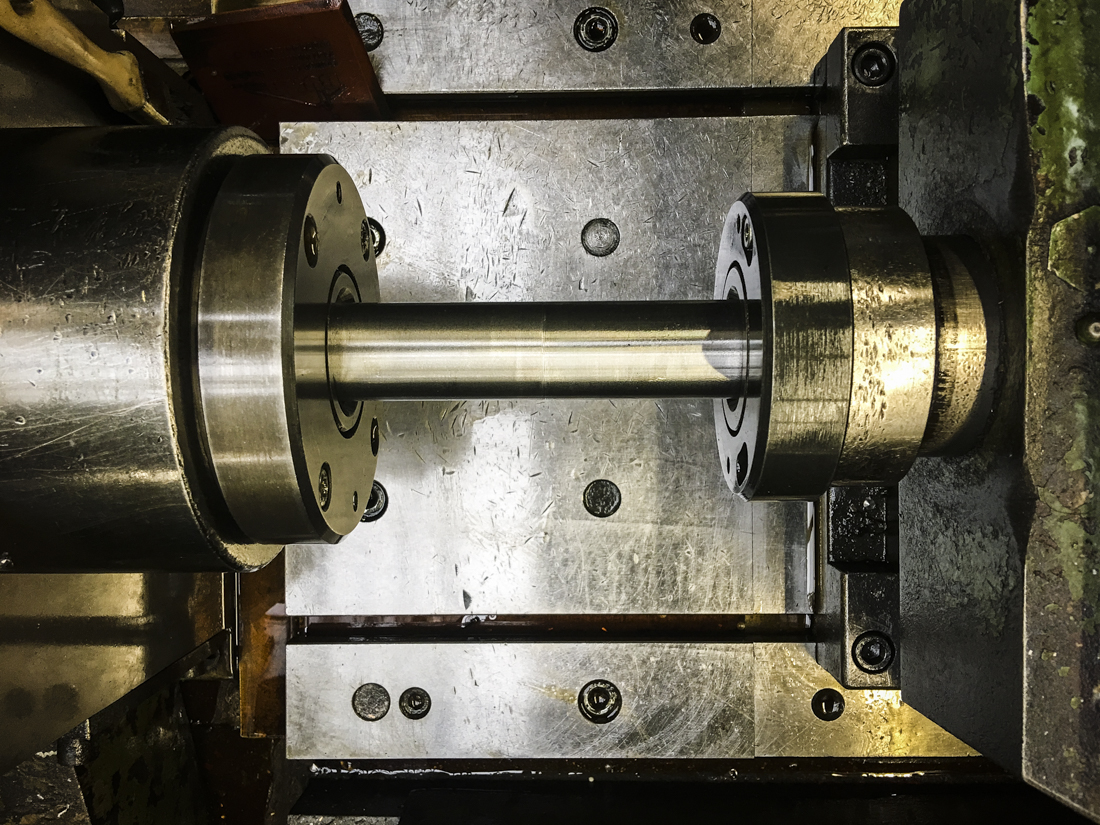
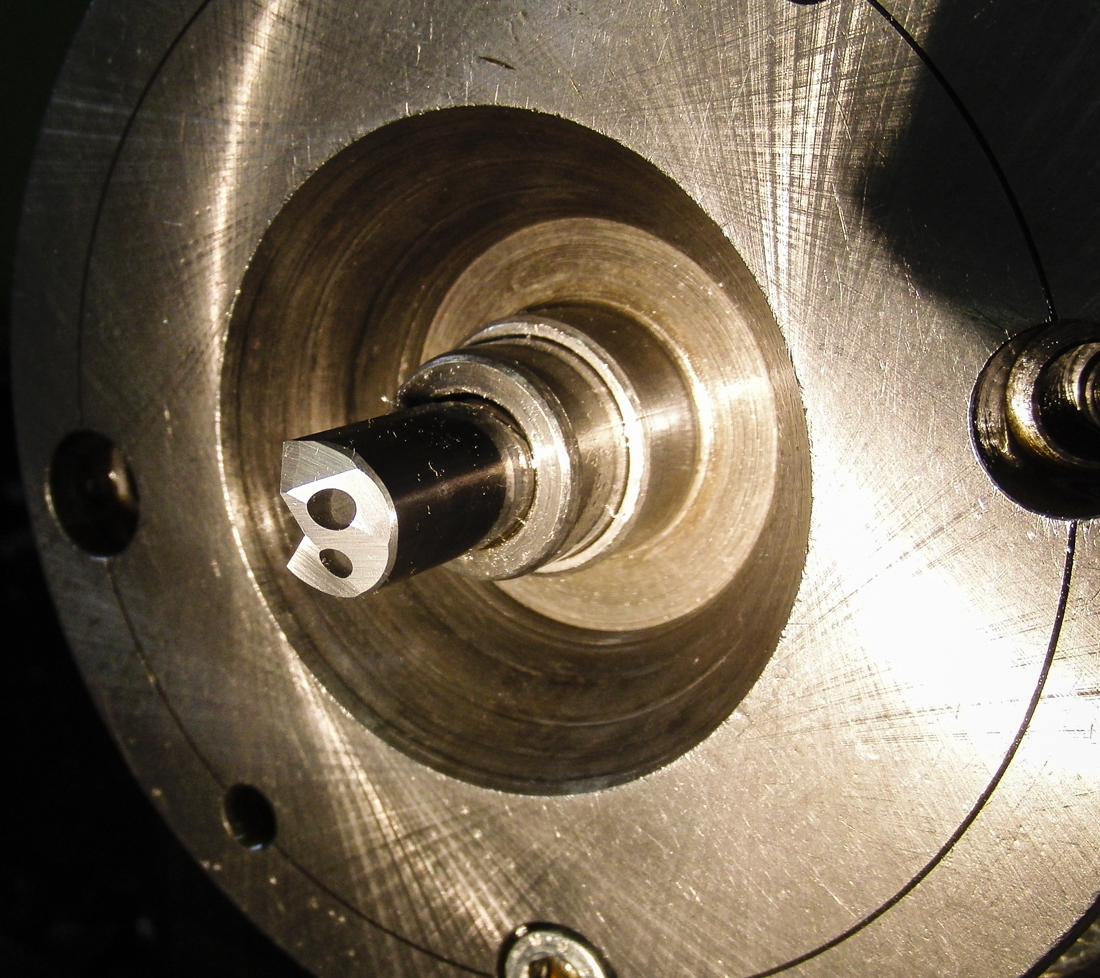
Zentrierglocke und Backenfutter:

Bohrdurchmesser 2.5...220 mm bis zu einer Bohrtiefe von 2500 mm von einer Seite. Dafür stehen 9 Maschinen zur Verfügung.
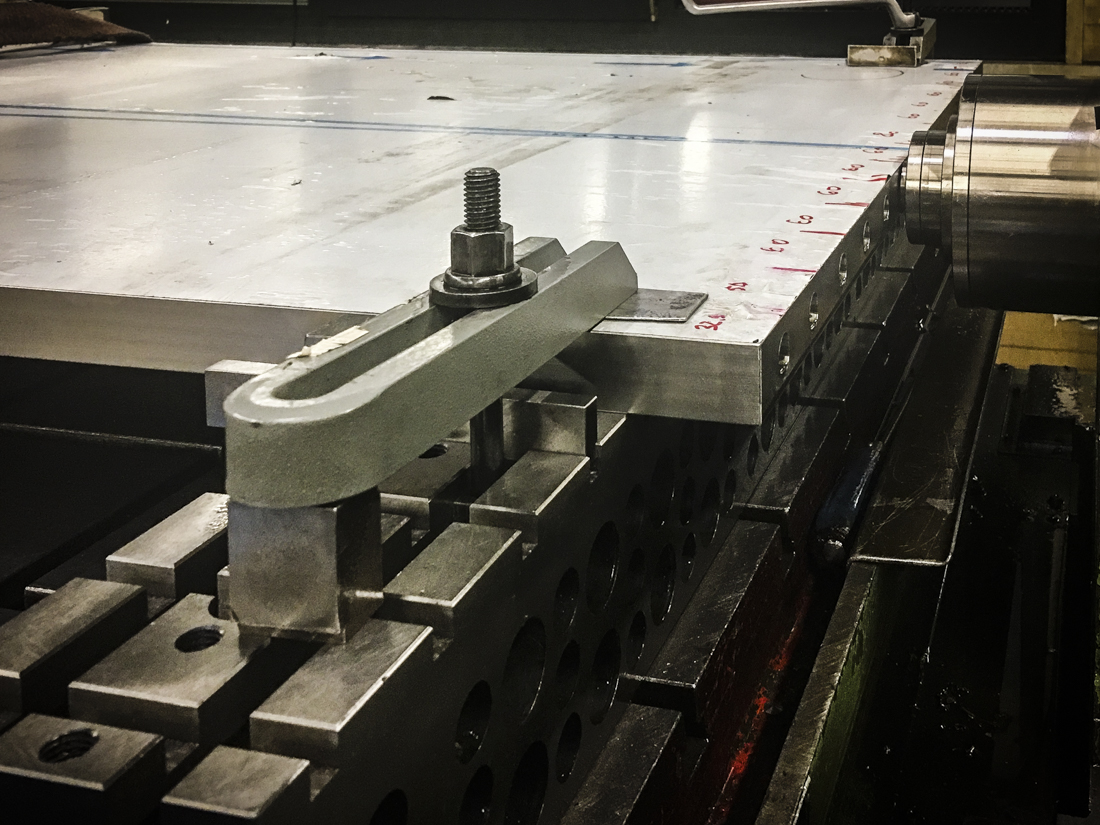
Kubische Teile:
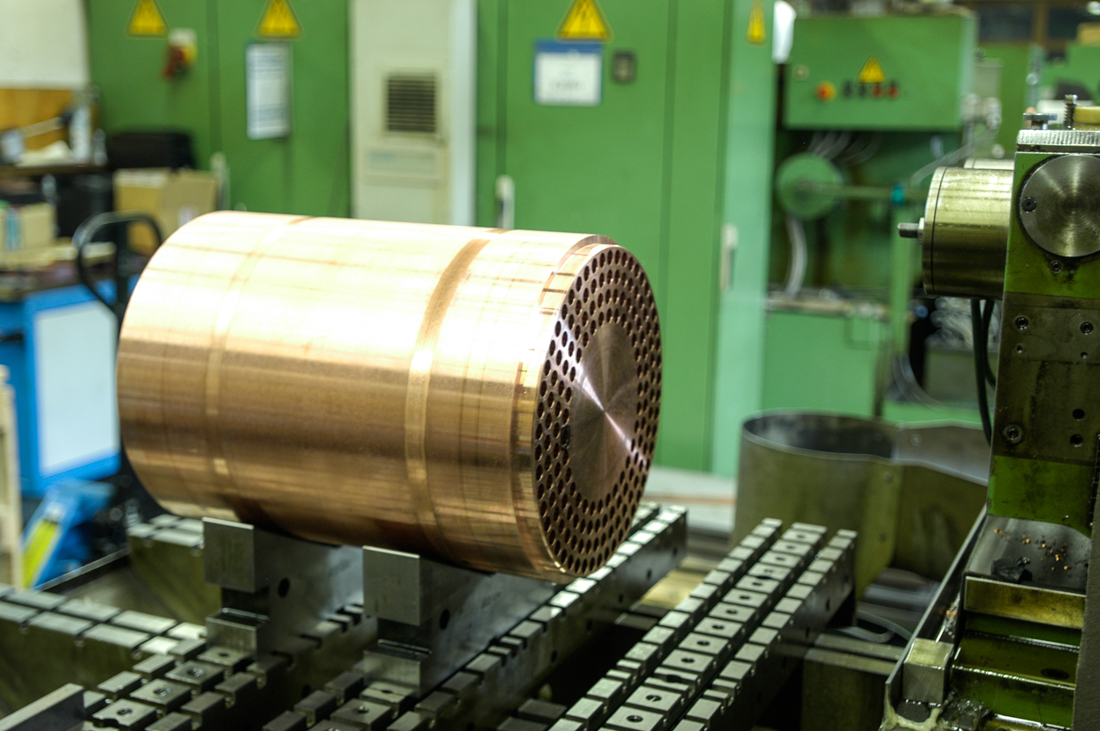
Zylindrische Teile:
Das maximale Werkstückgewicht liegt bei 5 to.